�aƷ���
���T�YӍ
ϵ�҂�/Contact Us
 ��ַ���Ϻ��з��t�^�����ǻ�·188̖1��
ꐽ�����15021366229
��ַ���Ϻ��з��t�^�����ǻ�·188̖1��
ꐽ�����15021366229 ꐽ�����18616962314
QQ��76667015
�Wַ:www.sedod.cn
Email:wzh@zhengchiyw.com
�ۿ�ɢ؛����Ƥ��ݔ�͙C����ԭ����Ƥ���mƫ���ߣ�����
����Դ��http://www.sedod.cn �l���r�g��2018-09-13 17:56 �g�[�Δ���
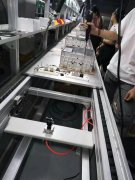
�ۿ�ɢ؛����Ƥ��ݔ�͙C��ƫ���}
��Ƥ��ݔ�͙C���H���a���^���У�Ƥ���\���������Ġ�B������Ƥ�����ľ��c�C�����ľ���ȫ�غϣ����܉�M��ԓ�l�����tƤ�������ς�ݔ�^�����܉���ȫ̎�����Р�B����֮�������M��ԓ�l�����tƤ�������ς�ݔ�^���Єݱؕ����F��ƫ���}(����ƫֵ���ڼ��gҎ���е����S�������t�ɷQ֮����ƫ����)��
��Ƥ��ݔ�͙C���w�����У����a����ƫ���}���oƤ��ݔ�͙C�ij��m�\�Юa������Ӱ푣�Ƥ��ݔ�͙C��ƫ���}����ɵ�Σ���ɿ��Y�����ׂ�����:��һ��Ƥ��ݔ�͙C��ƫ��������݁�c�LͲ�S�����@�������������r���Կ��ƿ����T�l�S�Z���}�������S��ʹ�É������m�½���Ƥ���c��݁�b��֮�g�Ļ���Ħ���������Mһ���Ӵ�߀������z��ĥ�p�̶ȵļ���;�ڶ���Ƥ��ݔ�͙C��ƫ������Ƥ��߅�����Fһ���̶ȵ�ĥ�p������˺�ц��}�����Ƥ��ʹ�É����½�;������Ƥ��ݔ�͙C��ƫ�����¸ۿ�ɢ؛�����ڂ�ݔ�^���Ќ�F�ؾ��z���Ć��}�����h�������Ⱦ��߀�����˸ۿڹ����ˆT�����z�����ϵĹ�����;���ģ�Ƥ��ݔ�͙C��ƫ���}�����r̎�ã����܌����ؾ��z�����Ϟ����ڻس�Ƥ���ϣ��ڝLͲ�b�ò�λ���ͷ�����Ƥ���ڝLͲ��λ��������ʧ�⣬���Ƥ���ؙM����F˺������F���ھ�İ�ȫ�[����

�ۿ�ɢ؛����Ƥ��ݔ�͙C�mƫ����
�Y�ϼ���������������������ɸۿ�ɢ؛Ƥ��ݔ�͙CƤ���l����ƫ���}��ԭ�����ܵ��˲�ƽ�����������Ť�D������������Ӱ푡����Ƥ���mƫ�����ăɂ���������;��һ�DZM����������ƽ��������Ť�D�����������Įa����Դ���ڶ��ǽ����ڼmƫ�b�õđ��îa���ⲿ���������Ԍ�����ƫ���������w�mƫ���߿ɿ��Y����:
��һ�������ۿ�ɢ؛Ƥ��ݔ�͙C�x�ͷ���������ͨ�^�����x��������݁�b�õķ�ʽ�_���mƫĿ�ġ�ݔ�͎����d���õ��{ƫ��݁��ʹ���Ԅ��{����݁��ǰ�A��݁���F�����{����݁���������Ԅ��{����݁��ǰ�A��݁�õ���ࡣݔ�͎����d�ε��{ƫ��݁��ʹ����ƽ���Ԅ��{����݁������ǰ�A��݁��ǰ�A��݁�b�����x�͕r�����m�ȿ���ǰ�A�Ƕȣ����⌦ǰ�A��݁�S�Юa���^���S���d�����������M������Ƥ��ݔ�͙C���F�^����\ݔ���ʓp�Ć��}��
�ڶ������ۿ�ɢ؛Ƥ��ݔ�͙C�ӝLͲ�c����LͲλ���M���{�������ӝLͲ�c����LͲλ�õ��{����Ƥ��ݔ�͙C�mƫ������Ҫ�ֶ�֮һ���ۿ�ɢ؛�����\ݔ���`�У��LͲ�b�õİ��bλ�Ñ����cƤ��ݔ�͙C�L�ȷ������ľ����ִ�ֱ�Pϵ�������^���LͲ���ԣ�ݔ�͎���LͲ�҂���ƫ����r�£������m��ǰ���҂��S������Ҳ���m����������S����;������β���LͲ���ԣ�ݔ�͎���LͲ�҂���ƫ����r�£������m��ǰ������S������Ҳ���m�������҂��S�������������{�����_���M���B��
�������{���ۿ�ɢ؛Ƥ��ݔ�͙C�D�d�c����λ�á��ڸۿ�ɢ؛Ƥ��ݔ�͙C���\���^���У������ڗl���\�Еr�M��������2�lƤ���C�����߲�Դ_�������������·�Ƥ���rˮƽ�����ٶȷ����������^�ͷ����ȡ������g���ޣ��t���J�濼�]���ϲی��ȣ����h����2/3Ƥ�������M�п��ơ��������⣬���˱�����ƫ���}�İl�����ɿ��]����������λ���Լ����䷽���M���`���{����
���P��
- Ƥ��ݔ�͙C˺�ѹ��ϼ�����o��ʩ����2018-11-15
- �LͲݔ�͙C�İlչ���F���о�������2018-11-15
- �LͲݔ�͙C�İlչ���F���о���һ��2018-11-15
- Ƥ��ݔ�͙C���w���ϷQ�ؽo��ϵ�y�OӋ��̽2018-11-01
- Ħ��ʽ�e�ŝLͲݔ�͙C�b�õ��OӋ2018-11-01
- �LͲݔ�͙CPLC���Ƽ��g�ڿ��{���aϵ�y�еđ���2018-11-01